江苏亚泰管业制造有限公司
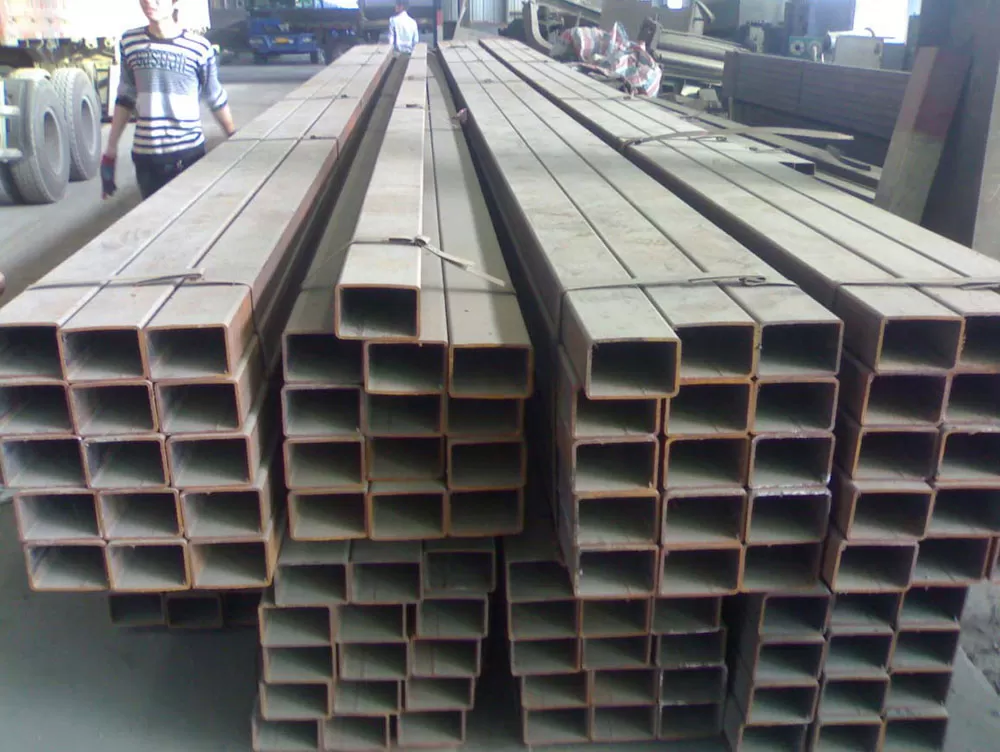
产品介绍
持续创新,共创共享
扫二维码 微信关注详细咨询
联系我们
匠心制作、精准工艺 一站式服务
13805257016
电话:0514-84218777 0514-84221077
地址:江苏省扬州送桥镇梧桐路










 苏公网安备32108402000914号
苏公网安备32108402000914号 一键拨号
一键拨号
 在线留言
在线留言 联系我们
联系我们